5-осевая обработка на станках типа XYZ + BC с поворотным столом относится к наиболее распространённой схеме 3+2 позиционирования, применяемой в современной металлообработке. Такая конфигурация позволяет совмещать высокую точность позиционирования с гибкостью обработки сложных геометрий без необходимости полноценной пятиосевой интерполяции.
В основе данной технологии лежит работа поворотного стола, реализующего оси B и C, а также линейных осей X, Y и Z. Ось B обеспечивает наклон заготовки вокруг оси Y, как правило в диапазоне от ±90 до ±110 градусов, а ось C отвечает за непрерывное вращение стола вокруг оси Z на 360 градусов. Заготовка устанавливается непосредственно на поворотный стол, благодаря чему её пространственное положение может быть изменено до начала обработки.
В режиме 3+2 обработка организуется таким образом, что сначала система позиционирует заготовку в требуемый угол с помощью осей B и C, а затем обработка выполняется стандартными движениями по осям X, Y и Z. Таким образом, сами режущие перемещения остаются трёхосевыми, а пространственная ориентация детали задаётся поворотным столом. Это позволяет значительно упростить программирование и повысить стабильность процесса.
В системах управления Siemens 840D и 828D для работы с наклонными плоскостями используется цикл CYCLE800. Его основная задача заключается в автоматическом формировании наклонной системы координат, соответствующей текущему положению заготовки после поворота осей B и C.
При вызове CYCLE800 система управления выполняет математическое преобразование координат, рассчитывает реальные углы поворота и формирует виртуальную рабочую систему координат, в которой дальнейшая обработка выполняется так, как если бы деталь была установлена под нужным углом изначально. При этом оператору не требуется вручную пересчитывать координаты или корректировать нулевую точку детали.
Внутри системы создаётся наклонная рабочая плоскость, а управление автоматически учитывает длину инструмента и геометрию кинематики станка. Это позволяет программировать обработку в привычной логике плоскостей G17, G18 и G19, даже если фактическое положение детали уже изменено поворотом осей.
Корректная работа CYCLE800 напрямую зависит от точного задания кинематических параметров станка. Ключевым элементом является центр вращения, который определяет геометрическое положение осей B и C относительно нулевой точки станка. Если этот параметр задан неточно, вся система координат будет смещена, что приведёт к ошибкам обработки.
Не менее важным является согласование направлений вращения осей. Направление B и C должно соответствовать реальному поведению станка, так как любая рассинхронизация между моделью и фактической кинематикой приводит к зеркальному отображению траектории или ошибкам позиционирования.
Типовая последовательность обработки на таких станках выглядит следующим образом: сначала задаётся базовая система координат детали, после чего вызывается CYCLE800, который формирует наклонную систему координат в соответствии с заданными углами B и C. Далее выполняется обработка в стандартной плоскости, а после завершения цикл отключается и система возвращается в исходное состояние.
Таким образом, программирование остаётся линейным и логичным, несмотря на сложную пространственную кинематику станка.
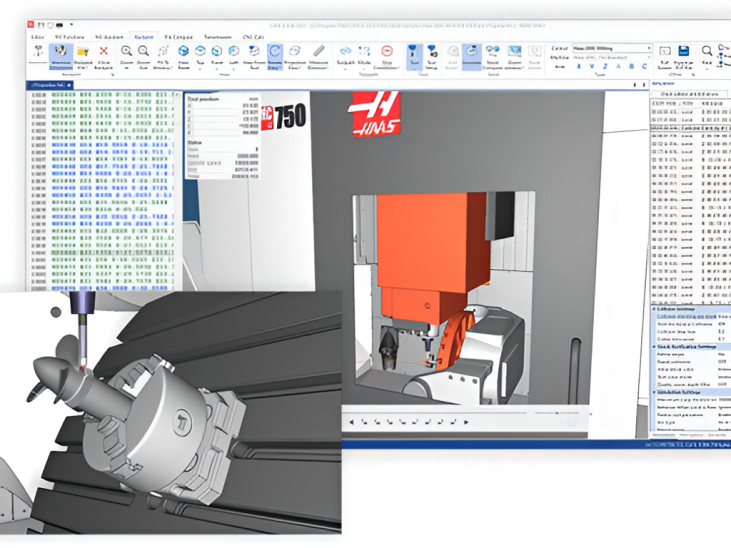
Для проверки управляющих программ широко используется CIMCO, который включает два основных режима работы. Первый режим — Backplot — предназначен для быстрой визуализации траектории инструмента без учёта реальной геометрии станка. Он используется на этапе первичной проверки программы и позволяет быстро выявить логические ошибки в траектории.
Более продвинутый режим — Machine Simulation — использует трёхмерную модель станка и полностью воспроизводит его кинематику, включая перемещения осей X, Y, Z, B и C. В этом режиме возможно выполнение полноценного анализа столкновений инструмента, шпинделя, заготовки и оснастки, что особенно важно при работе с пятиосевыми станками.
Для корректной работы CIMCO необходимо обеспечить полное соответствие между виртуальной моделью станка и реальной кинематикой оборудования. В первую очередь это касается центра вращения и диапазонов движения поворотных осей. Несоответствие этих параметров приводит к смещению траектории и некорректному воспроизведению обработки.
Также критически важно совпадение направлений вращения осей, так как любая ошибка в знаке приводит к зеркальному поведению модели. Дополнительно следует учитывать корректную настройку инструмента, включая длину и направление компенсации, поскольку при наклонной обработке эти параметры напрямую влияют на результат.
Для работы с 5-осевой обработкой на базе XYZ + BC и использованием цикла CYCLE800 необходимо применение модуля Machine Simulation. Без него невозможно корректно воспроизвести поворот осей B/C и преобразование координатной системы, выполняемое системой управления Siemens.
Данный уровень симуляции является критически важным для станков с поворотным столом, поскольку позволяет учитывать реальную кинематику оборудования, включая взаимосвязь линейных и поворотных осей.
Система Machine Simulation обеспечивает расширенную проверку управляющих программ Siemens и позволяет:
выполнять чтение G-кода и интерпретацию цикла CYCLE800
моделировать одновременное движение оси B (наклон стола) и оси C (поворот стола)
автоматически выявлять ошибки, включая превышение хода, столкновения и перерезание материала
использовать полную 3D-модель станка с учётом станины, рабочего стола, шпинделя и оснастки
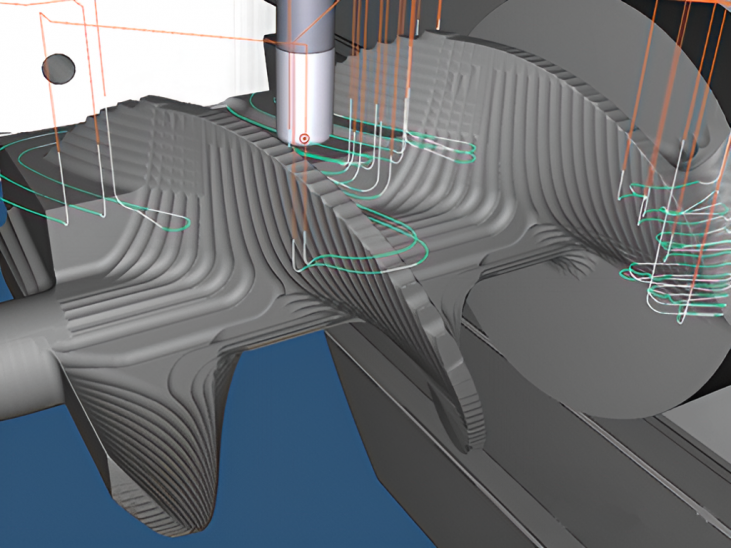
визуализировать процесс удаления материала в режиме реального времени
формировать отчёт по симуляции с указанием строк программы, вызвавших столкновения или ошибки
Настройка начинается с создания конфигурации станка в CIMCO Edit.
В разделе Global Setup → Machine Configuration необходимо создать новую модель станка и выбрать систему управления Siemens 840D / 828D.
Далее в параметрах кинематики указывается тип станка:
5-axis BC table (поворотный стол / cradle type)
Данная конфигурация соответствует станкам с поворотным столом, где ось B отвечает за наклон, а ось C — за вращение заготовки.

Корректная настройка кинематической модели является ключевым этапом при конфигурации 5-осевой системы XYZ + BC. Все параметры осей должны полностью совпадать с реальной кинематикой станка и настройками постпроцессора, так как любое расхождение приводит к ошибкам симуляции и смещению траектории.
Линейные оси X, Y и Z задают стандартные направления перемещений: X-ось отвечает за движение вправо, Y-ось — за движение вперёд, а Z-ось — за движение вверх. Для корректной симуляции также необходимо учитывать полный диапазон хода каждой оси, который задаётся в соответствии с паспортными характеристиками оборудования.
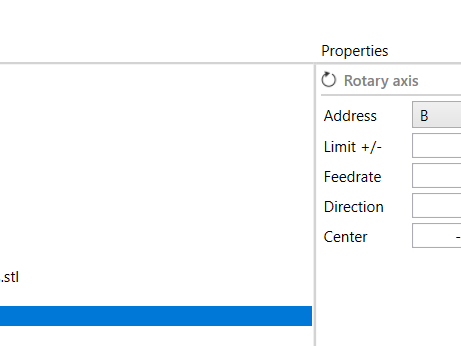
Поворотные оси B и C определяются как ротационные элементы кинематики. Ось B вращается вокруг оси Y и обеспечивает наклон рабочего стола вверх в положительном направлении, обычно в диапазоне от −90° до +90°. Ось C вращается вокруг оси Z и задаёт вращение стола против часовой стрелки, как правило в диапазоне от 0° до 360°.
Особое внимание уделяется определению центров вращения. Центр оси B задаётся по результатам фактического измерения станка и может иметь, например, координаты X=0, Y=0, Z=-500 в системе станка. Центр оси C, как правило, совпадает с центром вращения оси B, что обеспечивает корректную кинематическую связь между поворотными элементами.
На следующем этапе в CIMCO выполняется загрузка 3D-модели станка, которая используется для визуализации кинематики и контроля столкновений в режиме Machine Simulation. Модель должна полностью соответствовать реальному оборудованию как по геометрии, так и по системе координат.
Как правило, модель включает основные элементы станка: станину (Base), поворотный стол B/C (Table), шпиндельный узел (Spindle) и технологическую оснастку (Fixture). Все компоненты должны быть собраны в единую кинематическую структуру, отражающую реальную механику станка.
Критически важным параметром является единица измерения модели. Все STL-файлы должны быть выполнены в миллиметрах (mm), поскольку несоответствие единиц измерения приводит к масштабным ошибкам и некорректной симуляции.
Также необходимо правильно настроить иерархию связей между элементами модели. Базовой точкой системы является станина (Base), от которой строится дальнейшая кинематическая цепочка: ось B, затем ось C, после чего располагаются заготовка и оснастка. Такая структура обеспечивает корректное воспроизведение движения поворотного стола и всех зависимых элементов в процессе симуляции.
Корректная работа 5-осевой обработки XYZ + BC напрямую зависит от соответствия постпроцессора и логики цикла CYCLE800. Постпроцессор должен формировать управляющую программу таким образом, чтобы цикл CYCLE800 был записан в стандартном формате Siemens, без искажений и изменений синтаксиса.
Особое внимание уделяется строке вызова цикла:
CYCLE800(0,»BC»,…)
Строка «BC» должна быть записана строго без ошибок, так как она определяет тип кинематической модели станка. Любое отклонение в синтаксисе приводит к некорректной интерпретации поворотной кинематики.
Также критически важно, чтобы направления вращения осей B и C в постпроцессоре полностью соответствовали настройкам CIMCO и реальной кинематике станка. Несоответствие приводит к зеркальному отображению траектории и ошибкам позиционирования.
Для корректной работы симуляции в CIMCO необходимо активировать режим интерпретации циклов Siemens, включая функцию распознавания технологических циклов управления.
Процесс проверки управляющей программы в CIMCO Machine Simulation выполняется поэтапно и включает загрузку NC-кода, настройку модели станка и выполнение пошаговой симуляции обработки.
На первом этапе подготавливается управляющая программа, содержащая вызов CYCLE800. В типовом примере сначала активируется базовая система координат G54 и стандартная плоскость обработки G17, после чего выполняется включение цикла CYCLE800 с заданными углами B и C. Далее выполняется обработка в наклонной системе координат, после чего цикл отключается и система возвращается в исходное состояние.
Пример управляющей программы
%
O0001 (XYZ+BC 3+2 TEST)
G90 G54 G17 G40 G80
S1500 M03
G00 Z50.
(активация наклонной системы: B=30°, C=45°)
CYCLE800(0,»BC»,30,45,0,0,0,0,0,0,200,0,0,-1)
G01 Z-10. F100
X50. Y50.
X-50. Y-50.
(отключение наклонной системы)
CYCLE800(1)
G00 Z100.
M30
%
После подготовки программы она загружается в CIMCO Edit и связывается с ранее настроенной моделью 5-осевого станка XYZ + BC. Далее запускается режим Machine Simulation.
На этапе настройки симуляции обязательно активируется функция контроля столкновений, которая отслеживает взаимодействие инструмента, шпинделя, заготовки и технологической оснастки. Заготовка задаётся в виде 3D-блока с реальными размерами, а инструмент моделируется с учётом диаметра и длины режущей части.
Перед запуском необходимо задать геометрию заготовки (например, 100×100×50 мм) и создать инструмент, соответствующий реальному режущему инструменту (например, концевая фреза Ø10 мм с длиной 50 мм). Скорость симуляции может регулироваться, что позволяет анализировать движение поворотных осей B и C в замедленном режиме.
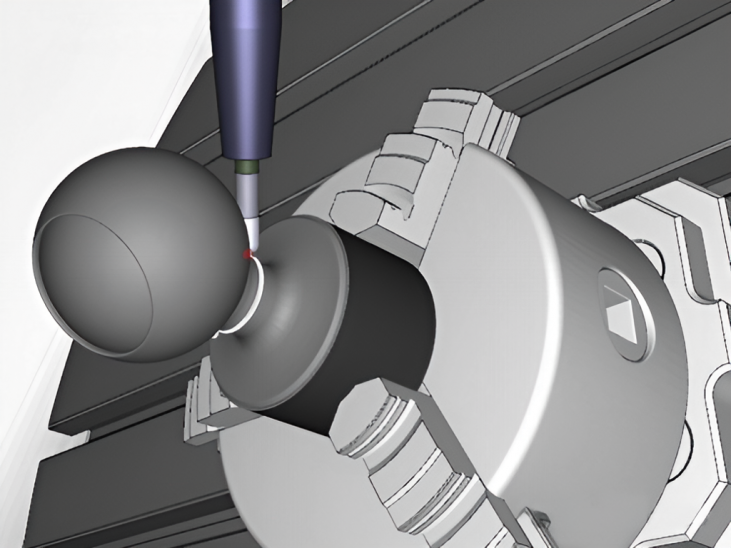
При запуске CIMCO выполняет последовательный разбор управляющей программы. Система интерпретирует цикл CYCLE800, рассчитывает углы поворота B и C, выполняет виртуальный поворот рабочего стола и затем моделирует перемещения инструмента по осям XYZ.
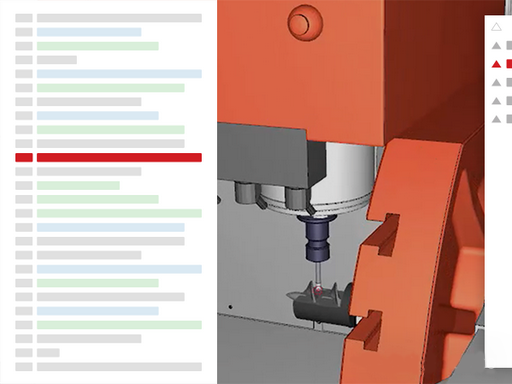
В процессе симуляции отображается реальное движение станка, процесс удаления материала и изменение координатной системы. При возникновении ошибки или столкновения система автоматически выделяет проблемную зону красным цветом и останавливает выполнение программы с указанием строки G-кода, вызвавшей ошибку.
После завершения процесса Machine Simulation система автоматически формирует отчёт по результатам проверки управляющей программы. В отчёте фиксируются все критические события, влияющие на корректность обработки.
Как правило, в отчёте отображаются зоны столкновений, превышения допустимых перемещений по осям, участки возможного перерезания материала, а также ошибки, связанные с некорректной настройкой или вызовом цикла CYCLE800.
Дополнительным преимуществом является привязка всех выявленных ошибок к конкретным строкам NC-программы. Это позволяет напрямую перейти к проблемному участку кода и оперативно внести корректировки без необходимости ручного поиска в программе.
При работе с 5-осевой схемой XYZ+BC и циклом Siemens CYCLE800 большинство ошибок связано не с самой обработкой, а с несоответствием между постпроцессором, кинематикой станка и моделью в CIMCO. Именно поэтому симуляция используется как основной инструмент предварительной проверки.
Такая ошибка возникает, когда постпроцессор формирует неверную кинематическую модель. Например, вместо корректного типа BC может быть выведено AC или AB, тогда как реальный станок работает по схеме B/C.
В CIMCO необходимо проверить строку вызова CYCLE800 в управляющей программе. Второй параметр обязательно должен быть «BC». Любые отклонения приводят к тому, что система не может корректно интерпретировать кинематику.
Если движение в CIMCO зеркально отличается от реального станка, причина почти всегда в неверно заданном направлении оси B.
Решение заключается в настройке Machine Configuration, где для оси B необходимо включить инверсию направления (Reverse), чтобы симуляция полностью совпадала с реальной кинематикой.
Если центр вращения C-оси задан неправильно, это приводит к систематическому смещению всей траектории. В результате возникают столкновения или некорректная геометрия обработки.
Для устранения проблемы необходимо заново измерить реальный центр вращения B/C и точно перенести его в параметры CIMCO.
Если после вызова CYCLE800 система не изменяет систему координат, значит CIMCO не интерпретирует циклы Siemens.
В этом случае необходимо включить функцию Interpret Siemens Cycles в настройках Backplot. Без этой опции CYCLE800 воспринимается как обычная строка кода без кинематического преобразования.
CIMCO является лёгким и доступным решением для симуляции 3+2 обработки и хорошо работает с Siemens CYCLE800. Он прост в настройке и подходит для большинства станков XYZ+BC.
Vericut представляет собой более мощную систему с расширенными возможностями моделирования сложных пятиосевых траекторий и промышленного уровня кинематики, однако требует значительно больше ресурсов и времени на настройку.
NX (UG) также имеет встроенные инструменты симуляции, но поддержка Siemens-циклов, включая CYCLE800, реализована менее гибко по сравнению с CIMCO.
Для корректной работы системы XYZ+BC рекомендуется начинать с построения точной 3D-модели станка, где особое внимание уделяется положению центра вращения осей B и C. Эти данные должны соответствовать реальным измерениям оборудования.
Постпроцессор должен формировать управляющую программу строго в формате Siemens, без изменения структуры цикла CYCLE800 и обязательным указанием параметра «BC».
Также необходимо обеспечить полное соответствие направлений осей между станком и CIMCO, так как даже небольшое расхождение приводит к зеркальной кинематике и ошибкам позиционирования.
Оптимальная стратегия проверки заключается в последовательном использовании Backplot для первичного анализа траектории и Machine Simulation для полноценной проверки кинематики и столкновений.





